Sector Minero
Para más información Contáctanos





NTE Process ha desarrollado una serie de soluciones de proceso para la industria minera basadas en tecnologías eficientes de procesamiento y manipulación de productos y destinadas a mejorar la productividad de las plantas, entre las que se incluyen:
- carga de camiones y vagones
- cribas vibratorias con monitorización de las condiciones
- alimentadores continuos y lotes
- soluciones de pesaje
- sistemas de transporte neumático continuo en fase densa y diluida
- molinos pulverizadores
- carga y descarga de big bags
- sistemas de filtración (dust collector).
Entre las soluciones de proceso para la industria minera NTE Process realiza en particular, sistemas de transferencia fiables basados en la tecnología de transporte neumático para satisfacer uno de los principales requisitos de la industria minera, a saber, las grandes cantidades de materiales (carbón, minerales, concentrados molidos, cal, etc.) que deben transportarse a grandes distancias.
La solución proporcionada por NTE Process se caracteriza por velocidades de transporte muy bajas, lo que da como resultado tapas de producto muy densas que se mueven de forma compacta a lo largo de la línea. Mediante el uso de la tecnología Air Assist®, un sistema patentado colocado estratégicamente a lo largo de las tuberías de transporte en las que inyecta aire a presión y volumen controlados, el consumo de aire se reduce considerablemente, con el consiguiente ahorro de energía. Esta tecnología es especialmente adecuada para conservar productos frágiles, minimizar la segregación de productos mezclados y preservar las líneas de la abrasión del producto. Los Air Assist® son adecuados tanto para sistemas de presión como de vacío y también son especialmente apropiados para reequipar plantas existentes con el fin de mejorar su rendimiento, así como para preservar las características de los productos, tanto al cargar y descargar cisternas y vagones, como al enviarlos a las estaciones de ensilado y ensacado.
Además, NTE Process realiza sistemas de filtración de polvo combinados con la tecnología «DSI» de inyección en seco de sorbente para la reducción de emisiones nocivas, ofreciendo una solución rentable y fácil de instalar, incluso para sistemas existentes o actualizaciones. Esta solución es más eficaz que las tecnologías tradicionales gracias también al uso de lanzas de inyección especiales (Eco-Lance®) capaz de contribuir a la reducción del uso de sorbentes hasta en un 50 %.
Los sorbentes, normalmente cal hidratada, bicarbonato sódico, trona, carbón activado, se transfieren continuamente desde los silos de almacenamiento a las lanzas de inyección colocadas estratégicamente a lo largo del conducto de gases de combustión, reaccionando en consecuencia con los gases contaminantes y garantizando una reducción eficaz de las emisiones.
Por último, hay una serie de aplicaciones especiales instaladas con éxito en la industria minera, como:
- disolución de cal hidratada y ceniza de sosa;
- transporte neumático en fase densa y diluida de concentrado de cobre, ceniza de sosa, cal, óxido de cal, cal hidratada, bicarbonato sódico, carbón activado, aluminio, cemento, bario, sílice, urea, zinc y otros minerales;
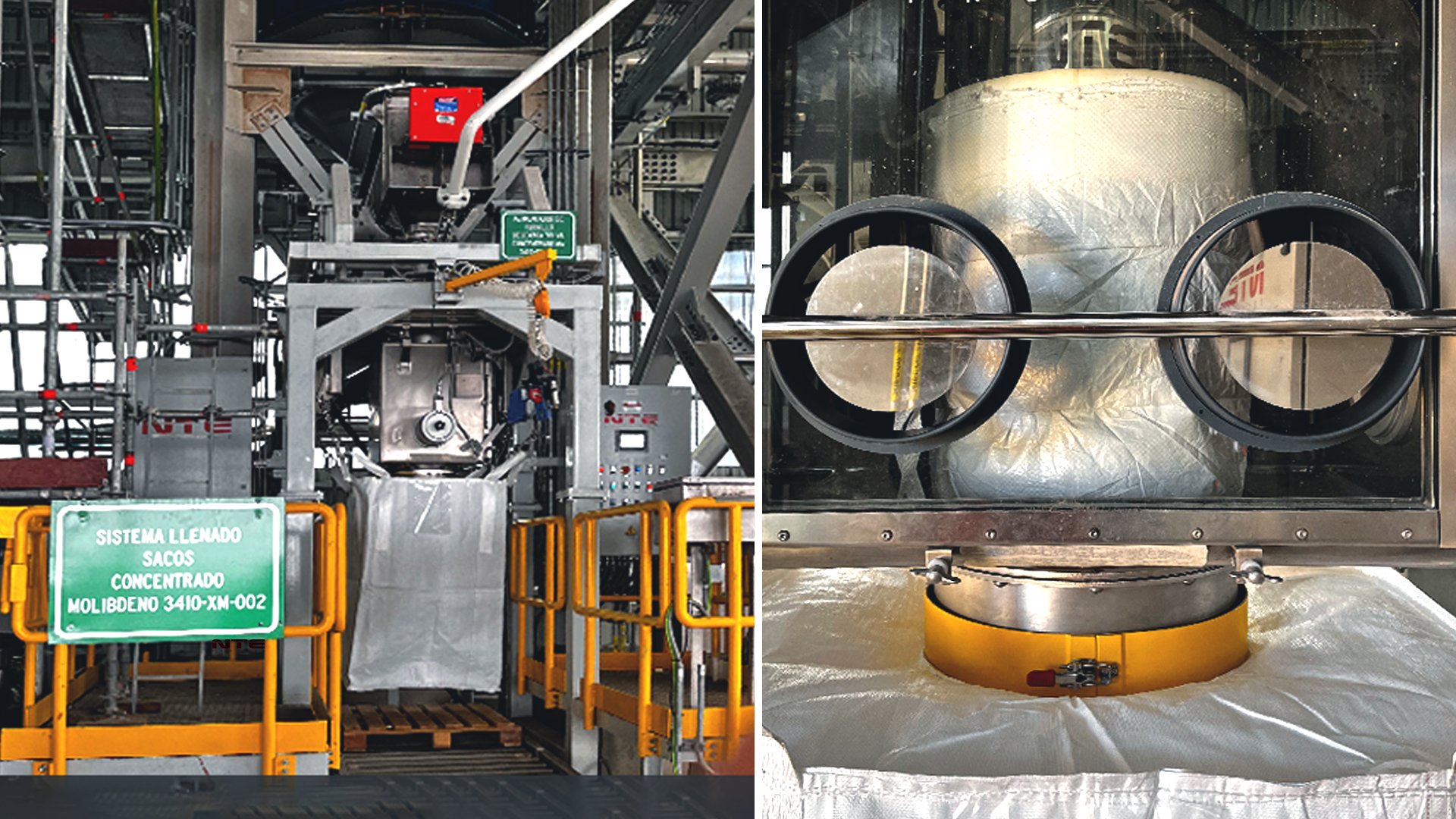
- estaciones de ensacado estancas al polvo y de alta contención (OEB) para molibdeno, carbonato de litio, carbón activado, cemento, aluminio y otros productos minerales;
- sistemas de control de emisiones nocivas (SOX, NOX, HG, HCL);
- depurador húmedo.
Los expertos de NTE Process le ayudarán a hacer que sus operaciones mineras sean más sostenibles y eficientes mediante el diseño y la entrega de soluciones de proceso para la industria minera extremadamente versátil, fiable y duradera incluso en las condiciones de funcionamiento más duras.
¿Quieres saber más sobre este sectore?
Contáctanos